可焊型机械标准件焊接工艺研究
 材料等优点。由于在某先进的压水堆核电站中采用了模块化施工,钢筋的连接采用工厂化焊接可焊型机械标准件,现场进行钢筋安装的方式,因此,极大的促进了对可焊型机械标准件的需求。然而,由于该机械标准件采用材料的特殊性,严重影响了其在工程中的使用,设计科学、完善的焊接工艺实验已验证焊接接头的可靠性和安全性,成为机械标准件应用中亟待解决的问题。
材料等优点。由于在某先进的压水堆核电站中采用了模块化施工,钢筋的连接采用工厂化焊接可焊型机械标准件,现场进行钢筋安装的方式,因此,极大的促进了对可焊型机械标准件的需求。然而,由于该机械标准件采用材料的特殊性,严重影响了其在工程中的使用,设计科学、完善的焊接工艺实验已验证焊接接头的可靠性和安全性,成为机械标准件应用中亟待解决的问题。
2 材料
先进压水堆核电站中机械标准件所用的材料为A108 C1018和A108 C1030两种(A108 C1018材质表示ASTM A26中C1018的碳钢棒材按照ASTM A108进行冷加工处理后获得的材料),所用钢筋为ASTM A615 GR.50,标准件与碳钢焊接的焊材大多采用E7018,标准件与A240 S32101双相不锈钢焊接时采用E309L。
3 实验过程
实验过程中,首先对机械标准件底部打磨光滑,将机械标准件紧贴实验板点焊组对,由十二点位置起弧,顺时针进行焊接。焊接时层间温度不能超过150℃,焊接电压为18-22V,焊接电流约为110-130A,焊接速度不得低于10cm/min。焊接过程中热输入量应严格控制在15KJ以下,否则会产生焊接咬边等缺陷。
3.1 宏观金相
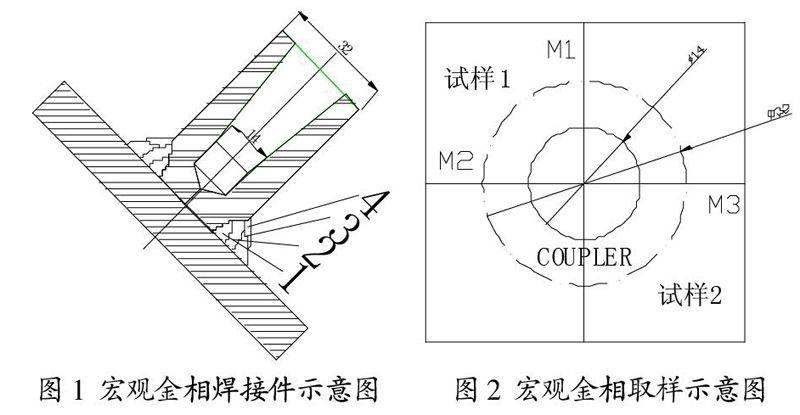
根据上述焊接参数,按照AWS D1.4的要求,遵循其同种材质大直径标准件覆盖小直径标准件的原则,完成宏观金相实验件(如图1所示)并进行取样(如图2所示)。
3.2 全截面拉伸
根据上述焊接参数,按照AWS D1.4的要求,完成全截面拉伸实验件(如图3所示)。全截面拉伸实验件由两个机械标准件焊接到OLP板的两侧,装配完成后,应对一端标准件焊缝处机加、铣平,去除焊缝余高。
3.3 力学性能实验
为了更好的验证机械标准件的可焊接性,应按照AWS D1.1的要求验证机械标准件焊接后的各项力学性能。然而,在AWS D1.1中并未对A108材料进行分类,为此,参照ASME第Ⅸ卷,A108C1018分类为S-No.1、G-No.1,选用S-No.1、G-No.1相同的A572 Gr.50进行代替, 而A108 C1030选用性能相似的S-No.1、G-No.2(例如A668等)代替。
3.4 接头性能实验
为了验证焊接后机械连接件组件在实际应用中的延伸性和周期疲劳性,应进行以下试验进行辅助验证标准件的焊接性能:
3.4.1 静态拉伸强度实验:考虑到连接材料和尺寸、材料和钢筋尺寸、所有可预见的环境情况的变量范围,每个机械接头应至少进行六次静态拉伸强度实验。所有实验样品应满足机械标准件的拉力和压力应至少为钢筋屈服强度的125%。
3.4.2 周期实验:对各种规格和等级的钢筋,应有3件钢筋与标准件之间连接的样品进行100次循环实验,其中钢筋的抗拉应力在规定的最小屈服强度的5%~90%之间变化。当与静态拉伸强度实验对比时,样品应在经受周期实验后,而不损失静态抗拉强度能力。
3.4.3 应变实验:应至少进行六次应变实验,验证全长的机械接头组件(在钢筋0.9倍的屈服强度时)所测得的应变不应超过未连接的钢筋应变值的一半。
4 实验结果概述(以标准件与双相不锈钢焊接为例)
4.1 宏观金相实验
要求试样焊缝和热影响区应无裂纹,焊缝与母材和焊道之间应充分熔合,所有焊缝弧坑应填满,焊缝应无焊瘤,咬边深度不能超过1mm,在25mm坡口及角焊缝线性区内气孔长度总和应不超过10mm,在150mm内不应超过14mm,最小焊脚尺寸为6mm。所有试件无裂纹和未融合,均为合格。
4.2 全截面拉伸实验
钢筋的屈服强度为420Mpa,钢筋的工程截面积为1006mm2,设计规定的钢筋最低抗拉力为:F=1.25×420×1006=528.15(kN)。
而实际实验值为902~906kN,远远大于要求值,同时设计要求的抗拉强度为525MPa,实际测量值为653Mpa,全截面拉伸试件的性能远高于设计要求。
4.3 力学性能实验
4.3.1 抗拉强度
标准规定为≥500Mpa,实际测量值为555~560Mpa,符合标准规定的要求
4.3.2 侧弯实验
标准规定为:弯曲角度180°,弯曲后表面任何方向上缺陷不得大于3mm,所有超过1mm但小于或等于3mm的缺陷尺寸总和不大于10mm,最大角部裂纹不大于6mm,实验结果均合格。
4.3.3 冲击实验
焊缝及热影响区冲击实验应在-40℃进行,要求冲击功大于27j,实验值为31~47j,符合标准规定要求。
4.3.4 铁素体(FN)实验
分别对上表面焊缝及热影响区和下表面焊缝及热影响区进行铁素体数测量,要求焊缝FN≥5,热影响区FN:35~65。实验值为焊缝FN为17~20,热影响区FN为36~42。
4.4 接头性能实验
(1)静态拉伸强度实验:静态拉伸实验后,平均抗拉强度为672.2Mpa,大于标准规定的1.25倍钢筋屈服强度(525Mpa)的要求。(2)周期实验:经过100次周期实验后,试件的抗拉强度为678.2Mpa,大于标准规定的1.25倍钢筋屈服强度(525Mpa)的要求。(3)应变实验:经过0.9倍的屈服强度所测得的应变平均值为0.482mm,低于未连接的钢筋应变的一半值(0.583mm)。
结语
通过机械标准件宏观金相的实验结果表明,焊接后标准件的根部具有良好的融合性;全截面拉伸实验说明标准件焊接后实际应用的接头具有较高的抗拉强度,力学性能实验证明,机械标准件与各种材料焊接时表现了良好的焊接性能,接头拉伸实验表明,焊接后的机械标准件与钢筋连接不会影响钢筋使用的机械性能。
上述设定的验证机械标准件的实验,科学而且合理,克服了在标准中未分类材料焊接工艺评定过程中的困难,为该类问题的解决提供了指导。这些实验不仅验证了机械标准件的自身焊接性能,同时模拟接头实际使用中的受力进行分析和验证,能够确保钢筋快速、便捷的连接和安全使用。
参考文献
[1]斯重遥.焊接手册:第2卷[M].北京:机械工业出版社,1992.
[2] JGJ-107 中华人民共和国钢筋机械连接技术规程[M].2010.
[3]阮鑫,谷菲菲,齐广辉,等.化工用Monel-400容器的焊接裂纹成因及优化工艺[J].焊接学报,2010,6:43-46.
[4]贾安东.焊接结构与生产[M].北京:机械工业出版社,2007.
上一篇:浅谈船体焊接工艺方法的改进